1 Introduction
With the rapid development of modern industry, the ordinary labor force is not suitable for the work requirements of high strength and harsh environment. With the improvement of robot manufacturing level, robots with high efficiency, stable quality and versatility have been favored by more and more, and are widely used in flexible manufacturing production lines. At present, heavy work such as handling, welding, and spraying in industrial production has gradually been replaced by robots. In addition, special robots have also been applied in deep-sea exploration, firefighting and disaster relief [1]. As early as the 1970s, robots from some industrialized countries in foreign countries entered a practical stage. After more than 30 years of research application and improvement, a few industrialized countries represented by Japan and Germany have absolute advantages in terms of technical level and equipment quantity [1]. Such as ABB in Sweden, Kawasaki Heavy Industries in Japan, and KUKA in Germany. China's "863" program has included the research of robots, and the development of robots with good stability and practicability has also received extensive attention from enterprises. This paper mainly introduces a robot control system based on SMP pure software motion control kernel and its practical application in welding.
2 overall system structure
The SMP system is a PC-based software-only motion control core developed by Soft ServoSystem of the United States. The SMP software runs under the Windows system with Ardence's RTX and runs the real-time motion engine through the CPU of the host computer. It has closed-loop feedback, multi-axis interpolation, motion program processing and PLC logic operation. Can be used with VersioBus fiber, Panasonic RTEX, Yaskawa MECHATROLINK, Mitsubishi SSCNET and FXI-40 and other servo communication networks [2]. The robot control system uses the FPA-200 adapter card and the Panasonic A4N series servo system to build the communication platform of the system.
2.1 The overall structure of the system
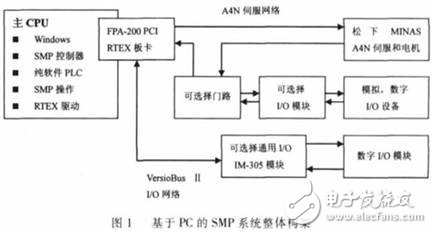
The operating environment of the SMP system is Windows2000 / XP. The hardware uses a normal PC or a more stable IPC. The high-speed CPU core assumes pure software-style motion interpolation and PLC operation, and establishes a bus with the FPA-200 through a standard PCI slot. Communication, directly connected to the A4N servo drive and I / O via the network interface and fiber optic interface on the FPA-200 adapter card. Pure software operation with the CPU saves independent motion control cards and PLC devices, effectively reducing hardware costs. The FPA-200's fiber optic interface allows for further expansion of I/O modules and increased peripheral accessibility. The overall structure is shown in Figure 1.
2.2 SMP Software Structure
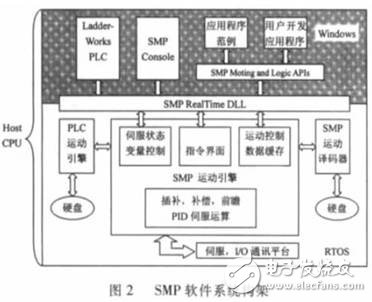
The underlying module of the SMP software consists of three scalable real-time engines: the PLC engine, the SMP engine, and the SMP motion parser. The three engines cycle through each other to complete the motion control operations. The CPU gives the highest priority to the underlying module. The upper module of SMP is used to execute SMP controllers, such as program loading, parameter setting, file management, and user interface operation. Real-time extension of Windows with Ardence RTX, SMP Real-TIme DLL intermediate link layer enables the application of the upper module to call and read the motion engine data and system status information of the underlying module in real time [2].
3 robot hardware components
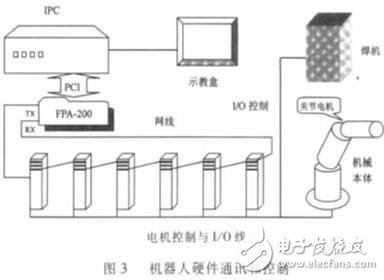
The hardware structure of the robot consists of four parts: industrial computer and touch screen display teaching box, FPA-200 RTEX network adapter card, Panasonic A4N motor and servo drive and robot body.
The industrial computer is the hardware foundation of the system operation, and the application software interface of the teaching box is directly oriented to the object. The FPA-200 establishes bus communication with the host via a standard PCI slot on the IPC. The operating power of the adapter card is also provided by the PCI bus. Two network structure interfaces of RX and TX on FPA-200, the joint servo drive is connected in series by 100Mbit / s Ethernet network, and high-speed cycle control and programmable acceleration and deceleration are implemented on six joint servo drives at a cycle speed of 0.5~1ms. Control [3]. System communication is extremely responsive and stable.
The servo motor is mounted directly on the robot joint and is routed from inside the machine. Connect to the servo drive at the bottom of the robot with a standard aviation plug. The X5 interface on the A4N servo drive provides a rich set of I/O contacts. Through PLC programming, the I/O points on the X5 interface complete control of the gun energy device, as shown in Figure 3.
The SMP-850 used in this system can realize 8-axis interpolation linkage control. The IM-300 I / O module can be expanded by the FPA-200's VersioBus fiber interface to a maximum of 416 input and output points.
Fixtures For Mining,Tungsten Based Alloys,High Tungsten Steel,High Density Tungsten Powder
Shaanxi Xinlong Metal Electro-mechanical Co., Ltd. , https://www.cnxlalloyproduct.com